



日本ワインの製造

国税庁統計(2014年)によれば、わが国で製造されたワインの原料は、国産ブドウ生果(19,010トン)、輸入濃縮果汁(65,009トン)、その他の国産原料(1,097トン)と輸入原料(73トン)、そしてバルクワイン(16,764トン)である。“その他の国産原料”には、生果汁、干しブドウ等が含まれる。国産ブドウのみから製造した日本ワイン(国税庁告示、果実酒等の製法品質表示基準による)は、14,039㎘で、国内で製造された全ワインの11.8%になる、と発表されている。
一方、同じく国税庁の“酒類製成数量の推移”表を見ると、果実酒類〔さらに果実酒(多くはアルコール1%以上15%未満)と甘味果実酒(酒税法は複雑で一概に定義できない)の二つに分かれる。〕に占める甘味果実酒の割合は5.1%(2009年から2013年の平均)と非常に少ないので、本稿では果実酒(テーブルワイン)の製造法について述べる。
ワインの製造プロセスは、ブドウの収穫⇒搬入⇒破砕(圧搾→マスト製造)⇒発酵⇒安定化(→殺菌・濾過)⇒熟成(貯蔵)⇒ブレンディング・仕上げ⇒瓶詰め・ラベル貼り⇒貯蔵、である。
破砕(圧搾)

カリフォルニアのあるワイナリーでは、高級ワインを製造するためのブドウの収穫は、冷えた夜明け前に行い、陽が昇る前に除梗・破砕を終え、その後室内での製造作業を続けている。また別のワイナリーでは、収穫したブドウの房を小さな選別台に並べ、作業員が手動で、微生物に汚染されたブドウ、不健全なブドウ、未熟ブドウ、その他ゴミ等を選別除去した後、健全果だけを集めてワイン製造を行い、一本数万円のウルトラプレミアムワインだけを造っている。
しかし、日本では、このようなブドウの収穫や選別は容易にできるものでない。自社畑で収穫されたブドウだけを用いてワインを製造している会社はそれほど多くあるまい。むしろ、自社畑産ブドウだけでは足りず、契約農家、農協、食品会社等に依頼し、必要なブドウ量を確保しているのが現状である。同一品種のブドウが色々な日時に搬入されるため、搬入されたブドウを一旦貯蔵し、必要量が揃ったとき、ブドウの破砕を行ったり、あるいは異なった日に収穫した同一品種のブドウをそれぞれの収穫日に搬入、処理を開始し、別々に発酵したマストを同一タンクに入れ、さらに発酵を続けたり、あるいは全く別々の発酵を行って製造したワインをブレンドして一つのロットのワインにする場合もある。
ここで、‘マスト(must)’という言葉を説明する。日本語で一番近い言葉は、果醪(かもろみ)または単に醪(もろみ)であろう。白ワイン製造の場合、白ブドウを除梗破砕機を用いて除梗・破砕し、移送用ポンプで直ちに圧搾機に入れたとき、自然流下する(実務上約0.2気圧まで圧搾するワイナリーが多い)果汁をフリーランマスト(自然流下果汁)、さらに圧搾して(約2気圧)得られる果汁をプレス果汁(圧搾果汁)という。一般に、フリーランマストから造った白ワインのほうがプレスマストからつくった白ワインより高級ワインになる。フリーランマストには、白ワインにとって不必要な果皮のフェノールや雑味を含まないからである。一方、赤またはピンク(ロゼ)ワインの製造の場合、赤ブドウを除梗破砕機で除梗・破砕すると果汁、果皮、種子の混合物が得られるが、この混合物もまたマストという。このマストは(圧搾機を経ないで)移送用ポンプで発酵タンクに送られる。酵母添加前の醪をマストと言うだけでなく、発酵中の醪もまた発酵という言葉をマストに加え、発酵マスト(fermenting must)と呼んでいる。すなわちブドウを破砕してからワインになるまでをマストと呼ぶのである。
マスト製造
白ワインと赤ワインの製造上の最も大きな相違は、果皮を利用するか否かである。白ワインの製造では、果皮を分離し、果汁のみを発酵させるが(白果皮を利用したスキンコンタクトを含む製造法もある。別項で解説)、赤ワインやピンクワインの製造では、果皮の赤色色素を果汁に移行させないと赤(あるいはピンク)ワイン造りにならない。いずれの場合でも、果皮が破れて果汁が出れば空気と接触し、ブドウのポリフェノールオキシダーゼ(ポリフェノール酸化酵素)がすぐに働く。そのまま放置すれば、白ブドウ果汁の色は、黄色→茶色→褐色へと変化し、味は苦味と渋みが増す。赤ブドウ果汁も同様に、茶色みを帯び、苦味と渋みがついてくる。このような果汁の色と味の変化は主としてポリフェノールの酸化によって生じることである。
ワインの酸化は空気中の酸素によりゆっくりと進むのに対し、マストの酸化は酵素により行われるので非常に速く、色や味の変化ばかりでなく、アロマも酸化されてしまう。これらの変化を最小限にするため、二酸化イオウ(亜硫酸)を加えるのである。亜硫酸は抗酸化性だけでなく、抗菌性、漂白性、酸化臭の抑制等、様々な機能があるので、保存料、漂白剤、酸化防止剤等、色々な目的で使用されている。微生物とはいえ、生き物を殺す能力のある亜硫酸であるので、その使用にあたっては慎重を期さねばならず、わが国では、ワインに残存できる全亜硫酸濃度は350mg/ℓ以下と定められている。一般に冷えている、健全で、(果汁の)pHが低いブドウには、破砕時、35~75mg/ℓの亜硫酸を加え、一方、暖かく、カビが生え、過熟なブドウには300mg/ℓの亜硫酸を加える。亜硫酸は、発酵に使用する酵母に対しても作用するので、すぐにマストに酵母を添加せずにしばらく放置する。果汁中の様々な成分(ピルビン酸、アセトアルデヒド等々)と亜硫酸とを十分に反応させると、添加した亜硫酸の抗菌力が弱まるので、マストに酵母を加えて発酵を開始する。
本州以南で栽培されるブドウの場合、ブドウ生育期間の高温の影響であるが、ブドウの多くは果汁のpHが高く、糖度と酸度が低い。カリフォルニアの場合、白テーブルワイン用マストのブリックス(Brix、屈折糖度計で測定した糖度)、滴定酸度(酒石酸として)そしてpHは、それぞれBrix19.5~23.0、0.70%以上、pH3.3以下;赤テーブルワイン用マストでは、それぞれBrix20.5~23.5、0.65%以上、pH3.4以下であることが推奨されている(カリフォルニア大学教授陣、1940)。例えば、果汁の糖度がBrix22ならば、完全発酵(全ての糖がエタノールに変わる)すると、エタノール濃度は11-12%になることが予想される。品種によって、また栽培地の気候によって変動するが、過去の例から、日本で収穫されたブドウの多くは、上述の推奨値より糖度と酸度が低く、pHが高い。従って、日本のワイナリーでは、上述の推奨値に近づくように上白糖(いわゆる砂糖で、ショ糖が主成分であるが、ブドウ糖と果糖を極少量含む。外国では砂糖といえばグラニュー糖でショ糖純度が高い)あるいはショ糖を加えて糖度を上げたり、酒石酸(リンゴ酸は微生物学的に不安定なので使わない)を加えて酸度を上げ、同時にpHを下げる。pHを下げれば、赤ワインの赤色度合いが増し、亜硫酸の添加効果が格段に増す。
発酵
発酵とは、マスト中の糖分(グルコースとフルクトース)をエチルアルコール(エタノール)と二酸化炭素に変える過程である。発酵させるには酵母が存在しなければならない。驚いたことに、人類はブドウの甘味成分がどのようにしてアルコールに変わるかを知らずに数千年間ワインを造ってきた。
19世紀の中頃、パスツールの時代にようやく発酵は酵母によってなされることが分かった。ワイン発酵に使用されている酵母種数は約150、最重要の酵母種は、サッカロミセス・セレビシエとサッカロミセス・バヤヌスである。発酵は、ブドウの果皮についた天然酵母、スラント(寒天斜面培地)に保存された純粋酵母、あるいは乾燥酵母によってなされる。ブドウの果皮、葉、梗、あるいはワイナリー内の建屋や製造設備等、此処彼処に野生酵母は存在する。この野生酵母はマスト中で成長し、自然発酵と呼ばれるアルコール発酵を起こす。ずっと昔、純粋酵母によってワイン発酵が行われていなかった時代、各年の気候によって、ブドウ果実の品質だけでなく、果実上の微生物相(ミクロフローラ)、特に生育している酵母の種類や生態が非常に影響を受け、年によっては果実も微生物(酵母)もワインの製造にとって最高水準になるときがあり、この年をワインの当たり年、あるいはこの年のワインをヴィンテージイヤーワインなどと称してきた。もっとも、カリフォルニアのナパヴァレーやソノマヴァレーのブドウ生育期の天候は毎年非常に安定していることから、土地の人はナパ、ソノマは毎年がヴィンテージイヤーですよ、と自慢げに言う。
日本では、現在、天然酵母で自然発酵を行っているワイナリーはないかもしれない。世界のワイン業界を見渡しても自然発酵でワインを製造しているワイナリーは極めて少ない。自然酵母を用いた発酵は、発酵時間も酒質も予測がつかず、近代の事業として成り立たないであろう。一方、乾燥酵母は、外国の銘醸地、たとえばヨーロッパで分離された優良酵母を生きたまま乾燥、休眠させて固体状にしたもので、乾燥酵母メーカーによって製造・包装され、使用者に送られてくる。乾燥酵母は特別に微生物の知識がなくても、また培養器具の準備がなくても簡便に使用できるので、乾燥酵母を使うことはワイン業界の主流になっている。
伝統的には、高級ワイン製造のためにオーク木樽で発酵を行ってきたが、ワインの消費量が増え、木樽の価格が上昇し、一方で近代的な発酵設備が発達すると、世界のほとんどのワイナリーでは、温度管理ができるステンレススチール製タンクで発酵を行うようになった。マストにはグルコース(ブドウ糖)とフルクトース(果糖)が含まれ、これらが酵母によって発酵されるとエタノール、炭酸ガス、またごく少量のその他の成分(グリセリン等)が生成され、これらに加えてグルコース180g(1モル質量)あたり約56kcalのエネルギー発生する(フルクトースも同様に考えてよい)。エネルギーが発生するということは、熱が出ることである。熱が出れば酵母が死に、エタノール、アロマ、フレーバーが失われる。
フレッシュでフルーティーな白ワインの製造のためには、発酵温度10℃~15℃で発酵する。フレッシュさ、フルーティーさは13℃以下での発酵で最上に保持される。しかし、このような低温では発酵終了まで数週間かかる。後に熟成を予定している白ワインは15℃、あるいはそれ以上で発酵してもよいが20℃以上では不快臭やオフ・フレーバーが発生する危険があるので、発酵タンクを冷却する。
赤ワインの発酵は、白ワインの発酵温度よりもかなり高くし、通常20℃~30℃で行う。赤ブドウの果皮から赤色色素であるアントシアニンをはじめ種々の果皮成分をマスト(の液体部分)へ抽出・移行させねばならないからである(スキンコンタクトあるいは醸し発酵という)。“スキンコンタクト”は、赤ブドウが破砕されてから圧搾によって果皮が除かれるまでのプロセスである。ブドウを破砕すれば多くの果皮と種子成分が果汁に移行し、発酵が始まると、生成したアルコールと発酵熱によって、その移行速度が速くなる。フルーティーでライトな赤ワインの場合には3~5日間、ヘビースタイルの赤ワインでは2週間程度スキンコンタクトは続く。
発酵が進行すると炭酸ガスが発生し、上部に向かって盛んに泡が上ると、果皮が上に浮いて、液の表面に帽子のような果皮層を形成する。これをキャップあるいは果帽という。すると、キャップと液面の間の温度は液体部分の温度よりかなり高くなる(約8℃高い場合もある)。すると耐熱性、好気性のバクテリアや酵母が繁殖し、非常に不快なにおいを持つワインが出来る恐れがある。そこで、一日2回ほどタンクの上から棒で突いてキャップを沈めたり、キャップの上に金属製スクリーンを置いてそれを沈めたり、タンク内の発酵しているマストをポンプで汲み上げキャップの上からかけたり、種々の手段によって果皮成分を液体マストへ抽出するとともに有害菌の繁殖防止を行っている。十分にスキンコンタクトを行ったら圧搾機に入れ、圧搾して‘液体マスト’とし、必要十分なアルコール量を得るまで発酵を続ける。
安定化
発酵終了後のワインの安定化処理には2種類ある。澱引きと澱下げである。澱引きは現に見える沈殿や懸濁物質を除く作業であり、一方、今は見えないが将来不溶化し、ワインを混濁させる成分を予測して予め除去することを澱下げという。
ワインの発酵が終わり、しばらく経つと、タンクの底に酵母菌体や細かな混濁物質がたまるので、直ちに澱引きする。一番簡単な澱引き法は、ワインを静置して自然沈降させることであるが、時間がかかり、また澄んで見えるワインでさえミクロン域の多量の微粒子を含むので、濾過機を用いて清澄化するのが一般的である。澱引きが遅れると、タンクの底に沈殿した酵母が自己消化して細胞内物質がワインに溶け出してオフ・フレーバー(例えば、硫化水素臭)になったり、他の微生物の栄養になり雑菌(産膜酵母や酢酸菌等)が生えて酢酸臭や酢酸エチル臭、アセトアルデヒド臭がしたり、また用いた酵母の栄養源となり再発酵の危険さえある。
澱引きでワインが清澄化したからといって油断はできない。タンクやボトルに貯蔵し、今見ているワインがきれいで僅かな曇りさえなくても、数日、数週間、数ヵ月後に、突然濁りが発生するのは稀なことではない。このようなリスクに対する対応策として、2,3本のワインを加熱(例、80℃、6時間)後、冷却(例、4℃、17時間)して濁りが生じたか否かを肉眼で観察し、濁りの程度で判断し、適切な澱下げ法を決定する。濁りの原因となる主たる成分は、タンパク質、タンニン(ポリフェノール重合体)、酒石酸塩である。過去によく見られた銅等の金属由来の濁りは、ステンレススチール製製造設備の普及とともに稀になったので、これ以上触れない。
タンパク質によるワインの濁りは白ワインに生じ、赤ワインで問題になることはない。赤ワインはその高いポリフェノール含量(タンニン含量)のために、ワイン発酵中あるいはその後の早い段階で(水素結合による)ポリフェノール-タンパク質複合体をつくり、沈殿除去されるので、タンパク質混濁は白ワインに生じると考えてよい。タンパク質混濁があるときは、ベントナイト(ケイ酸アルミニウム粘土)を添加してタンパク質を吸着させて除く。ワインのpH、3~3.6付近ではタンパク質は正に帯電しており、負に帯電したベントナイトと反応し、沈殿除去される。
ポリフェノール(タンニン)によるワインの混濁は、多量のポリフェノールを含む赤ワインで時々起こるので、ゼラチン添加によって清澄化が行われる。
この他、澱下げ剤として、カゼイン(白ワインのポリフェノール除去用タンパク質)、活性炭(ワインの褐色や有害な臭いの除去)、卵白(赤ワインのポリフェノール除去)、ポリビニルポリピロリドン(PVPP、白ワインのポリフェノールの酸化によって起こる褐色除去)、フェロシアン化カリウム(鉄、銅等の金属イオン除去)が用いられている。
消費者から、稀に、ワインボトルの底に白い小さな石のような異物がある、との苦情が寄せられる。“これは、ワインに溶けている重酒石酸カリウム、いわゆる酒石が過飽和になっている現象です。味が詰まった良い新酒で、その異物はワイン成分の一つですので、底に沈めたままグラスに注いでください”、とお願いしても納得してもらえず、新ボトルと交換する場合もある。本州以南の冬の気候は、問題となる重酒石酸カリウムを自然に沈殿させるほど寒くないので、時々この種の問題が生じる。恐らくすべての日本のワイナリーは、ワインを-4~-5.5℃(アルコール濃度により冷却温度は異なる。ワインが凍る直前の温度近くまで冷やす)で数日間放置して、生じた酒石を除いている。
殺菌と濾過
前項で濁りと沈殿によるワインの不安定性とその対処法について述べた。これにも増して消費者に不快感を与えているのは、微生物の繁殖によるワインの腐敗である。
ボトル内のワインが濁りを生じたり、泡が出たり、コルクが飛んだりするのは、大抵、微生物の仕業である。代表的な腐敗微生物は、産膜酵母、野生酵母(例、ブレタノミセス酵母)、乳酸菌〔マロラクティック乳酸菌(別項で記述)〕、酢酸菌である。ブドウ果汁やワインのpHは2.8~4.5であるので、事実上酢酸菌と乳酸菌以外のバクテリアの繁殖は難しく(普通、バクテリアは中性pH付近でより多く繁殖)、カビはアルコール耐性がないので事実上問題となることは少ない。産膜酵母と酢酸菌は、ワイン表面で空気の出入りが自由な環境ならば、ワインの表面に生える。
一方、微好気性の乳酸菌は、酸素の少ないワインの中でもよく繁殖する。産膜酵母が繁殖したワインは、表面付近に膜や濁りがあり、フラットで水っぽい味となる。酢酸菌が繁殖したワインは酢酸臭と酢酸エチル臭を帯びる。乳酸菌が繁殖したワインは新鮮さがなくなり、フラットな味となり、埃のような澱ができる。いずれにしろ、ワインを微生物学的に安定させねば商品にならない。多量の亜硫酸を加えれば殺菌できるが、ヒトへの健康被害を防ぐため、酒税法で、ワインに残存する全二酸化イオウ濃度は350mg/L以下と定められている。ではどうするか。滅菌濾過あるいは加熱によって微生物を除去するのが一般的である。ポピュラーワインあるいは低価格ワインでは滅菌濾過ばかりでなく加熱殺菌も行われ、中級~高級ワインに対しては加熱殺菌せず、滅菌濾過を行うことが多い。
加熱殺菌は、50~65℃で数分間、70℃~80℃で約1分間、あるいは90℃~100℃で数秒行うか、または45~48℃で加熱後ボトル中で自然冷却する等の方法でなされているが、各メーカーが長年の経験を生かして対応するプロセスでもある。しかし、加熱殺菌や加熱瓶詰めは、濾過技術や澱下げ技術の発達、防腐剤の使用等により、ブドウ以外のフルーツワイン(桃、キウイフルーツ、ゆず、りんご、なし等)以外は加熱殺菌されず、徐々に使われなくなるかもしれない。
近年、ワインの清澄化や無菌化に活躍しているのが濾過である。濾過膜(フィルター)の急速な発達がこれらを可能にした。大まかに分類すると、よく使われているワイン用フィルターには2種類ある。一つは除去したい物質をフィルターの内部で捕捉するデプスフィルターであり、もう一つはフィルターの表面で捕捉するメンブランフィルターである。前者の材質はポリプロピレン、セルロース繊維等、後者のそれはセルロースアセテートエステルやポリテトラフルオロエチレン、ポリビニリデンフロライド等である。デプスフィルターは内部捕捉量が非常に多く、主として予備濾過に用いられるが、工夫して使えば無菌的濾過もできる。メンブランフィルターは無菌濾過を目的とする。様々な孔径(例えば、孔径0.10~5.00μm)のメンブレンフィルターがあるが、1.2、0.65、0.45μmのものがよく使われる。大部分の酵母は0.65μmフィルターで、残りの酵母は0.45μmで除去できる。
熟成と貯蔵
ワインの貯蔵に用いられる容器は、実際上、ステンレススチール製タンクである。木樽を貯蔵目的のみに用いるのは、木樽が高価で、樽使用中の労働コストも馬鹿にならないので、消費者が樽香をつけただけの高価格ワインを評価するとは思えない。樽の大きさは200~4,000ℓ位である。ちなみに、熟成目的の樽はオークを用いて、貯蔵目的の樽はレッドウッドを用いて作られている。貯蔵目的だけの大きな木樽の使用は近代ワイン製造では非常に稀である。これに対して、ステンレススチール製タンクは、機密性が高く、温度調節ができるので、タンク一杯にワインが入っていればワインの酸化は少ない。たとえワインがタンクに満たされていなくても、ヘッドスペース(タンク内のワインで満たされていない上部の空きスペース)を窒素ガスで満たせば、ワインは酸化しない。

フルーティーで、アロマが弱い白ワインは長く熟成させない。容器はステンレススチール製タンクか、ガラスボトルで十分である。フレッシュさとフルーティーさに乏しいが複雑味のあるセミ・フルボディーの白ワインは大樽あるいはステンレススチール製タンクで熟成すれば、ある程度品質が改善される。十分なボディーと強いアロマやフレーバーに富む白ワインは、樽熟成しても、もとの香味を失わず、酸化による褐変に耐えるので、数ヵ月~1年間樽熟成しても良い。ヘビーで甘口の白ワインもまた樽貯蔵で品質が改善される。いずれにしろ、白テーブルワインは、赤テーブルワインやデザートワインほど熟成を必要としない。とはいっても、日本で収穫されたシャルドネや甲州ブドウは、バラエタルアロマが弱く、また呈味成分も乏しい傾向にあるので、プレミアムワインとして販売するには何らかの付加価値をつけねばならず、その際、よく使われる手段は、これらのワインの樽発酵あるいは樽熟成である。しかし、オークの木香をつけただけのワインに、消費者が高い価値を見出すかどうかは疑問である。

ある方向から見ると、熟成とは、様々なワイン成分の中で、それらが存在する環境内で反応性の高い成分の活性が収まるのを待つ期間の反応といえる。熟成中、様々なワイン成分が相互に反応するが、主役は酵素が関係しない酸化(重合)反応の対象であるポリフェノールであろう。これには、ポリフェノール同士の反応による重合体の生成以外に、ポリフェノールとタンパク質との反応も含まれ、いずれも濁りの生成から容易に判別できる。もちろん白ワインの褐変は無色ポリフェノールの酸化によるものであるが、ポリフェノール量が少ない白ワイン(250-340mg/ℓ)よりも、ポリフェノール(赤色色素アントシアニンを含む)が多い赤ワイン(1,100~2,900mg/ℓ)のほうが熟成の主たる対象である。
ライトボディーで、フルーティーさを特徴とする赤ワインは、樽熟成しない。フルボディーの赤ワインは、品質が良くなる保証はないが、普通、1、2年間10~15℃で樽熟成する。樽材用のオークには、ヨーロッパオークと北アメリカオークがある。両者間には、ワインに抽出されるエキスとフレーバーの種類と量に大きな差がある。一般に、アメリカオークは‘オークのにおい’が強く、ヨーロッパオークは‘タンニン性のボディー’が多く、アメリカオークの約1.5倍のエキスが抽出される。樽板から樽を組み立てるとき、樽の内壁を焼く。これをトーストという。トーストの度合いで木の化学的、物理的性質が変化し、樽貯蔵されたワインの組成や官能的性質に影響する。一例を挙げれば、トーストの程度が低いと、より多くのポリフェノールやオーク成分が抽出され、オークの香りと味が強いワインができる。トーストの程度が強ければ、ローストされたコーヒーやスパイスのような香ばしいにおいがつく。よく使われる樽の内容積は、200ℓ、220ℓあるいは250ℓのものである。貯蔵室の相対湿度によるが、湿度が60~65%より低いと(乾燥状態)、水がアルコールよりも速く失われ、逆に湿度がそれより高いと(湿気があると)、アルコールのほうが早く蒸発する。200ℓ-容樽を用いたとき、この蒸発によるワインの損失は、2~5%(4~10ℓ)に達する。このような蒸発により、樽内に大きなヘッドスペースができ、壁が乾燥すると、空気が容易に入るので、ワインの酸化が起こる。そこで、ヘッドスペースのチェックを絶えず行い、ワインを注ぎ足している(トッピングという)。オーク樽熟成の主たる目的は、第一に、ポリフェノールをゆっくりと酸化させ、その一部を重合、沈殿させる、第二にワインにオークフレーバーを加え、またブーケの複雑性を加えることである。
木樽の命は短い。新樽は短期間、たとえば1年間に3回あるいはそれ以上、別々のワインの熟成に用いることもできる。新樽も3年経てば古樽と呼ばれるようになる。一つの輸入新樽(220-ℓ)は約10万円、その購入コストと作業コストも高価なので、樽発酵や樽熟成に見合った、特別に品質のよいワインの熟成のために使われるべきである。樽の維持には非常にコストがかかる。新樽の一つの使い方として、最初の1~2年間、シャルドネのような白ワインの熟成、その後3年間はカベルネ・ソーヴィニヨンのような赤ワインの熟成のために使い、その後さらに数年間ワインに樽香がつくことを期待をせず、製造容器として利用しているワイナリーもある。いずれにしても、10年も使わないうちに、植木鉢用として転売される運命が待っている。
ブレンディングと瓶詰め
並級ワインであろうと高級ワインであろうと、ブレンディングはワインの欠点を薄め、ワインにバランスと複雑性を与える。目的もなく、技術もなく、また製造者の感覚でブレンディングを行うのは最悪で、平凡で、おいしい味のワインを造るに終わる危険がある。ブレンディングには必ず明確な目標が必要である。ブレンドする主テーマは、色調、芳香、アルコール、ボディー、味、木香臭であろう。官能検査とともに、できるだけ詳しい物理的、化学的分析が必須である。重要なブレンドのタイプは以下の通りである。
- 数種のブドウ品種から造られたワインをブレンドする。
- 同一品種であるが、異なった地域で栽培収穫されたブドウから製造したワインをブレンドする。
- 同一のブドウ品種から複数年に製造したワインをブレンドする。
2種のブレンドするワインがあれば、3:1、1:1、1:3などに混合することがブレンドの基本である。最終的なブレンドワインが決まったら、もう一度、ブラインドテストを行う。望ましいブレンドワインができたならば、そのときのブレンディングの容量をさらに大規模(40~200ℓ)にし、樽かタンク内で、瓶詰め前の3~6ヵ月間、色々な温度で熟成させ、混濁形成の有無を確認する。ワインを瓶詰め前、数週間貯蔵してワインの安定性をチェックすることが必要なのである。

世界のワイン製造者の中には、ブレンディングがワイン造りの命、芸術であると主張する者がいるだろう。フランスは、ブレンド技術の元締めとして名声を博してきた。フランスでワイン造りを学んだ人の中には、この伝統を受け継ごうと必死の者がいる。一方、ワイン新世界諸国では、単一ブドウ品種から造られたワインが多く瓶詰めされている。各ブドウ品種のもつバラエタルアロマやフレーバー、同じ品種でも栽培地の相違によるワインの品質の違いなどを楽しむ文化が醸成されている。ほとんどの国では、ラベル上のブドウ品種、収穫年、収穫地の表示する場合の基準を設けている。日本では、もしもラベル上に1種類のブドウ品種が表示されるならば、ボトル中の最低85%のワインがそのブドウ品種から造られたものでなければならない。同様に、日本のワイン製造者が収穫地や収穫年の表示をしたければ、同様に85%基準に縛られる。
ボトルとコルク栓の準備
単品種ワインあるいはブレンドワインのいずれでも、瓶詰め前、必要に応じて、官能検査、加熱冷却テストを含む理化学検査を行う。官能検査は、出来上がったワインの品質を調べる儀式的なものではなく、製造上、この検査はなくてはならないが、重複した記述を避けるため、“ワインの官能評価”の項で述べる。場合によっては、上述の方法で、再度、澱引きや澱下げを行わねばならない。酒質に納得したら、亜硫酸処理、加熱濾過あるいは無菌濾過を行った後、瓶詰め工程に入る。
ワインは、通常のガラスボトル(720、750㎖容)のほか、ガロンボトル、二重壁ポリエチレン製バッグ‐イン-ボックス(20~1,000㎖)、金属製缶、木樽などに入れられ、販売されているが、ほとんどはガラスボトルに詰めて販売されているので、以下では、標準サイズのガラスボトルのみをとりあげる。標準サイズと書いたが、外国でのボトル容量は750㎖、日本のそれは720㎖である。その理由は、720㎖は(日本の単位である)4合に相当し、日本でワイン造りが始まった当時のボトル製造業界で4合瓶が量産されており、750㎖ボトルを使うと製造コストが高くなったので、720㎖ボトルが使われるようになったとのことである。
さて、伝統的には、ボルドータイプ(肩が張っているのが特徴)、ブルゴーニュタイプ(なで型)、アルザスタイプ(ひざ・かかと型)のワインボトルがよく使われている。ボルドーやブルゴーニュタイプのボトルの色は、赤ワインに対して緑、白ワインに対して白か緑がかった白である。アルザスタイプは白ワインに使われ、モーゼルスタイルは緑、ラインスタイルは茶色である。ガラスボトルを作る際、色々な濃度の酸化鉄を混ぜることによって種々の色合いのボトルができるが、着色させているのには理由がある。ワイン、特に赤ワインは光に弱いのである。しかし、光によってひどく損傷を受けると思われる白ワインが、透明で色の薄いガラスボトルに入れられ、販売されるのは不思議である
ガラスボトルにワインを入れれば何らかの栓をつけて密封せねばならない。コルク栓、王冠、スクリューキャップ、ポリエチレンキャップなどが使われる。販売上のイメージから、並級ワイン以上のボトルにはコルク栓が合う。コルクは直径40μmの非常に小さな6角形の多数の細胞よりできている。コルク1cm3の中に1,500~4,000万個の細胞があり、それぞれの細胞はガスで満たされ、実用レベルで液体やガスを通さない。コルク栓の選定に際し、ワインの保存期間(白ワイン用長さ38mm以上、赤ワイン用50mm)、ボトルと栓との密着性、入れ易さと抜き易さ、ボトル口に入れたときの圧縮率(約1/4が圧縮される)、ヘッドスペースの大きさ(ワインが入っているときのボトル内の空間)等を考慮して、コルク栓の質と大きさが決められる。
コルク栓にとって大敵はカビ臭である。試飲会やワインコンクールでこのカビ臭「ブショネ」があるかないかで大騒ぎしている光景を何度か体験した。カビ臭は、トリクロロアニソール(TCA)が原因の異臭である。カリフォルニアのある高級ワイン製造メーカーでは、日本の機器メーカーが納入したガス・クロマトリックグラフ・マス・スペクロトメーター(GCMS)を用いて、一袋に1万個入っている中から50個をとり、それらのコルク栓すべてについてTCAの検査を行い、検出されれば袋ごと返却し、TCAフリーのコルク栓のみを使用している。このように、カビ臭はワイナリー内部がカビで汚染されていなくても、購入したコルク栓がすでに汚染されている場合があるので、ワインメーカーはかなり神経質になっている。
以上で、澱引き、澱下げ、低温処理、無菌濾過したワインの用意は終了し、後は瓶詰めを待つだけである。
瓶詰めとラベル貼
ワインの瓶詰めの流れは下図の通りである。
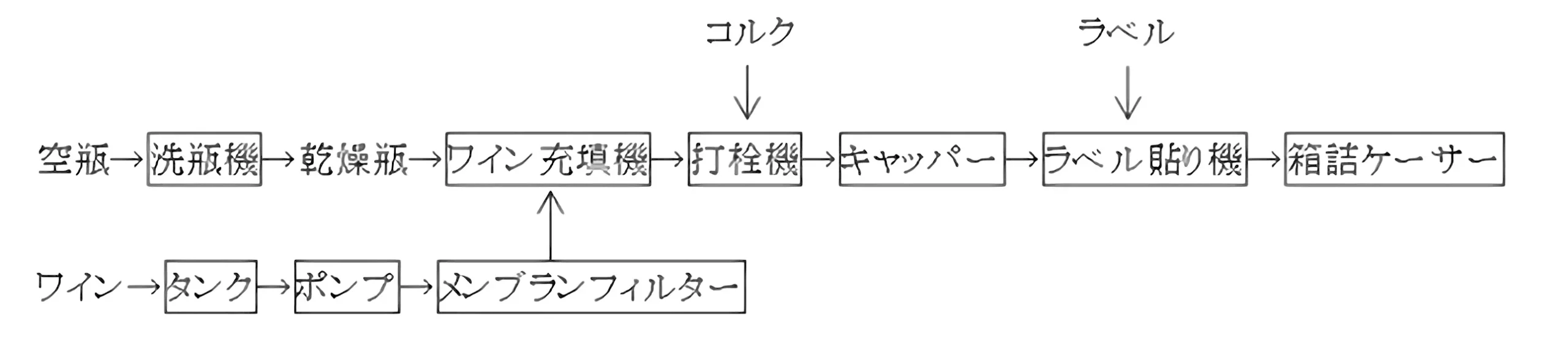
必要ならば、空瓶(空ボトル)を洗瓶機で洗い、乾燥後(無菌であることが重要)、ボトルを専用テーブル上に置く。ワインをタンクに入れ、ポンプで送って(スムースなワインの流れとするため)2種のメンブランフィルター(0.65μmと0.45μmフィルター)を連続して通す。ワイン充填機(フィラー)でワインを瓶詰め後、コルク栓を打つ。コルク栓が瓶に押し込まれる前に栓は圧縮される。瓶首にコルク栓が押し込まれると、首壁へ戻って広がり、密着する。必要とする圧力は5-6気圧である。瓶詰めラインでワインへ入る空気は無視できない。ワインが酸素と接触する場は、ワイン充填機と打栓機である。打栓前に炭酸ガスや窒素ガスを、あるいはこれらの混合ガスを吹き付けてボトルのヘッドスペース中の空気を追い出す。瓶詰めラインはまた無菌でなければならない。特に充填機とメンブランフィルターは二酸化イオウ水(SO2 500ppm)、滅菌水、熱水(80℃)、60~70%アルコール水などによって念入りに洗浄されている。新しいボトルの微生物汚染はほとんどなく、ワイン中の微生物数のほうがずっと多いので、通常殺菌する必要はないが、リサイクルボトルは殺菌が必要である。リサイクルボトルを使用するメーカーは多くない
1年に2万ケース〔1ヵ月20日間で1日1,000本(173万㎘)〕を瓶詰めする程度ならば、マニュアルによる瓶詰めでも差し支えないが、それ以上ならば自動瓶詰めラインを考えねばならない。しかし、瓶詰め機は非常に高価である。小規模ワイナリーの中には、分不相応にフルオートの瓶詰めラインをもち、瓶詰め速度は30-60ボトル/分にも達し、一年のうちたった2、3ヵ月しか瓶詰めが行われないにもかかわらず、ラインの設置に必要な経費の返済、また稼動に必要な経費と従業員の確保に問題を抱えている場合が見られる。品質がよい、低価格の外国産ワインとの競争に打ち勝つには、経費節減のため、諸外国で見られるように、他社の瓶詰めラインを有料で利用するシステムの構築が必要になってくるかもしれない。
次の工程は、ラベル貼り機によるラベル貼り、そしてフォイラーによってボトルトップをカプセル(ホイル)で被う作業である。ラベル貼りは、1年に1,000~1万ケースを出荷する程度ならば、ハンドフィラーとセミ・オートマチック打栓機とラベラーの組合せで十分である。2万ケース以上ならば、オートマチックラベラーがよい。これらの労働コストは高い。数年あるいはそれ以上長く熟成させるワインボトルは、瓶詰め後すぐにラベルを貼らず、貯蔵する。長期熟成中のラベルの損傷を防ぐためである。
ワインの熟成・貯蔵期間は、各ワインのスタイル(例、タンニンがライトかヘビーか)やタイプ(ワインの種類、赤、白、スパークリングか等、ラベルに表記)で異なる。収穫後のブドウがワインとして生まれ変わり、熟成を経て貯蔵され、さらに瓶詰めされて市場に出るまでの期間の長さは、白ワインか赤ワインか、ライトワインかヘビーワインかで異なる。情緒的表現では、瓶内でのワインの「マリアージュ」が行われたか否かということである。フレッシュでフルーティーな白ワインでも、若いうちに飲まれる場合と1-2年間の熟成を経て飲まれる場合がある。一方、赤ワインは、ブドウ収穫後1.5~3年で瓶詰めされるのが普通である。熟成の前半は、酸素が関与する酸化熟成が、後半は酸素がない還元熟成が起こり、還元性ブーケが生じる。また熟成期間の長さは樽中での貯蔵期間とも関連する。しかし、さらに若いうちに飲まれるワインもある。ライトスタイルの赤ワインである。フランスのライトな赤ワイン、ボージョレ・ヌーヴォーはワインを清澄化後、酒質が安定したらできるだけ早く(ブドウ収穫の年内に)売り出されている。日本でも、日本版ヌーヴォーワインがブドウ収穫後、2、3ヵ月で販売されるようになった。





